Professioneller Hersteller von Formen für Kunststoffrohrverbindungen mit 20 Jahren Erfahrung – Spark Mould





2-fach zusammenklappbare PVC-90-Grad-Winkelform
Diese kundenspezifische 90°-Rohrbogenform entstand aus einer Herausforderung unseres südafrikanischen Kunden. Dieser suchte zuvor nach einer Lösung mit einem zusammenklappbaren Kern für 90°-Rohrbögen aus PVC. Dann stieß er auf ein Video über eine ähnliche Spritzgussform auf unserem YouTube-Kanal ( Videolink ). Obwohl es viele Lösungen für 90°-Rohrbogen gibt, ist dieser Mechanismus mit zusammenklappbarem Kern der einfachste, aber gleichzeitig der anspruchsvollste. In diesem Artikel erläutern wir die Vor- und Nachteile dieser Formkonstruktionen. Los geht's!
Bevor wir beginnen, möchte ich Ihnen dieses Projekt kurz vorstellen. Dieser 90°-Winkel ist aus PVC gefertigt. Er ist Teil eines Siphons und wird üblicherweise über eine Verschraubung mit einem J-Bogen verbunden ( Beispiel für eine Form für einen J-Bogen ). Der Inhaber dieser Form ist einer der größten Hersteller von Rohren und Produkten für das Wassermanagement in Südafrika. Wir sind in der Lage, auch Großkunden zu bedienen. Benötigen Sie ebenfalls Spritzgussformen für Siphon-Rohrverbindungen? Kontaktieren Sie uns gerne. Wir bieten kostenlose technische Beratung und nutzen unsere Erfahrung, um Ihnen die optimale Lösung für Ihre Rohrverbindungsform zu bieten.
Wie konstruiert man eine 2-Kammer-Form mit zusammenklappbarem Kern für einen 90-Grad-Rohrbogen?
Dieses 90-Grad-Rohrformwerkzeug bietet zwar erhebliche Vorteile, weist aber auch gravierende Mängel auf. Selbstverständlich haben wir auch eigene Lösungen für diese Mängel entwickelt. In den folgenden Abschnitten werden wir dieses Werkzeug hinsichtlich seines Kernziehmechanismus, Angusskanals, Verteilers, Kühlsystems und des Formzyklus analysieren.




Kernziehmechanismus für 90-Grad-Winkelform
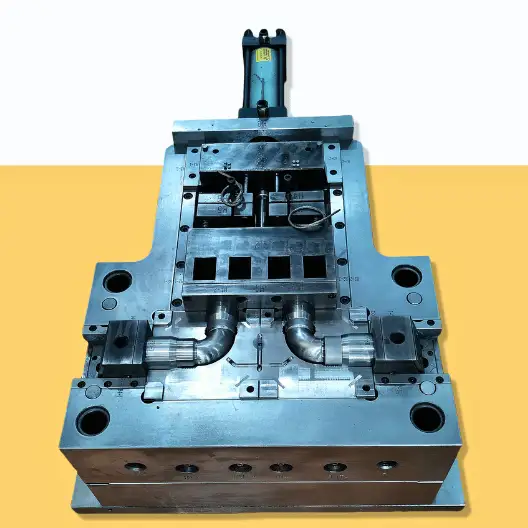
Diese 90°-Winkelform nutzt einen Faltkernmechanismus. Dadurch wird die Kerntrennung vom Produkt ohne komplexen Drehmechanismus ermöglicht. Dieser segmentierte Faltkernmechanismus besteht aus einem Drahtseil, einer Führungsschiene, einem Hydraulikzylinder und einem bogenförmigen Kern (siehe Abbildung). Der Hydraulikzylinder ist die Antriebseinheit, der bogenförmige Kern bewegt sich entlang der Führungsschiene, und das Drahtseil dient als Hilfs- und Verbindungselement. Der Faltkernmechanismus funktioniert durch das Zusammenwirken dieser vier Komponenten. Beim Spannen des Kerns wirken die verschiedenen Teile wie bei einem Tauziehen. Während des Kernzugs bewegt sich der bogenförmige Kern entlang der Führungsschiene. Der Kern weist innen Nuten mit einem bestimmten Winkel auf; beim Bewegen entlang der Führungsschiene ändert sich dieser Winkel.
An dieser Stelle beenden wir die Ausführungen zum Kernziehmechanismus, da ein separater Artikel die Konstruktion der 90°-Rohrbogenform detailliert erläutern wird. Obwohl das Prinzip dieser gefalteten Kernstruktur einfach ist, stellt die eigentliche Formenherstellung eine große Herausforderung dar. Auch wir sind bei unserem ersten Versuch gescheitert. Sollten Sie keine Erfahrung in der Herstellung solcher 90°-Rohrbogenformen haben, kontaktieren Sie uns gerne. Wir haben bereits Hunderte dieser Formen gefertigt und können Ihnen mit unserer Erfahrung zum Erfolg verhelfen.
90-Grad-Winkel-Formkanal- und Anschnittdesign
Bei der Konstruktion dieser 90°-Bogenform wurde ein Unterwasseranschnitt verwendet. Dabei handelt es sich um einen modifizierten Punktanschnitt, bei dem der Anschnitt unterhalb der Trennebene in der Formplatte liegt und tunnelartig mit dem Formhohlraum verbunden ist. Der Unterwasseranschnitt vereint die Vorteile von Punkt- und Seitenanschnitten, und das Auswerfersystem trennt den Anschnitt beim Öffnen der Form automatisch ab. Dies erfüllt optimal die Anforderungen des Kunden an eine automatisierte Produktion.
Diese 90°-Bogenform verwendet ein Kaltkanalsystem. Um die Fließgeschwindigkeit und die Scherrate zu reduzieren, werden Kanäle mit größerem kreisförmigem Querschnitt eingesetzt. Aufgrund der Eigenschaften des PVC-Materials wurden die Kanäle und der Formhohlraum verstärkt.
Kühlsystem für 90-Grad-Bogenform
"How can this unique mold mechanism be cooled?"—This is almost always the first and common question we encounter when introducing this design to every client. Because of the segmented design of the core, it's impossible to design an effective cooling system at the core itself. During continuous production, the collapsible core will overheat. We turned our attention to the innovative approach of external cooling gas. Practice is the sole criterion for testing truth: today, this solution has been successfully validated by our clients from South Africa, the United States, and other locations. One of our American partners, after rigorous testing, resolutely decided to invest in building a dedicated cold chamber to maximize the mold's production efficiency and product consistency. Their success powerfully demonstrates the feasibility and immense value of this solution.
Formzyklus der 90-Grad-Bogenform
PVC neigt beim Spritzgießen zu Überhitzung und Zersetzung, daher darf die Einspritzgeschwindigkeit nicht zu hoch sein; andernfalls führt die Scherwärme zu Zersetzung und Verkohlung. Dies begrenzt die Reduzierung der Einspritzzeit. Der Formzyklus dieser 90°-Rohrbogenform beträgt ca. 56 Sekunden. Das untenstehende Video zeigt zwei vollständige Formzyklen. Diese Daten stammen ausschließlich aus dem Formtestprozess. In der Serienproduktion wird der Formzyklus kürzer sein.
Ihr Partner für Präzision: Von der DFM bis zur Auslieferung
Als Ihr zuverlässiger Hersteller von 90°-Winkel-Spritzgießsystemen fertigen wir nicht nur nach Zeichnung, sondern arbeiten partnerschaftlich an Ihrem Erfolg.
- Proaktiver technischer Support: Jedes Projekt beginnt mit einer umfassenden DFM-Analyse (Design for Manufacturability). Wir stellen sicher, dass Ihr Produkt nicht nur designtechnisch perfekt, sondern auch produktionsreif ist und optimieren Qualität und Kosteneffizienz.
- Bewährte Erfolgsbilanz: Sie fragen sich, wie man eine 90°-Winkelform herstellt, die dauerhaft hält? Werfen Sie einen Blick in unser Portfolio. Entdecken Sie unsere erfolgreichen Fallstudien zu T-Stück- und 180°-Winkelformen und überzeugen Sie sich selbst von unserer Expertise.
- Unschlagbare Markteinführungsgeschwindigkeit: Ihre Zeit ist Geld. Wir garantieren eine schnelle Lieferung innerhalb von 30 Tagen ab Auftragsbestätigung, damit Sie schneller in Produktion gehen können.
Sind Sie bereit, Ihr Projekt für eine Rohrform zu starten?
Wir sind Ihr Komplettanbieter für alle Ihre Kunststoffrohrverbindungen. Wir konzentrieren uns darauf, innovative Designs in Ihre tatsächliche Produktivität umzusetzen und Ihnen so den besten Nutzen und maximale Produktionseffizienz für jede Investition zu garantieren.
FAQ